Sinds een week ben ik in het gelukkige / blije bezit van Proxxon MF70 freesmachine.
Doel van de aankoop is het verminderen van de vijl activiteiten. In het verleden heb ik van 75/75 aluminium al onderdelen gemaakt door te boren zagen en te vijlen en te tappen. Dit ging uiteraard goed maar duurde me veel te lang. Inmiddels ben ik bezig met het maken van 3d onderdelen van aluminium met de mf70.
Ondanks dat het na enig wennen en oefenen goed en nauwkeurig gaat vind ik het nog steeds erg langzaam gaan. Ook de hoeveelheid geluid is niet mis (in een aangebouwde berging).
De verschillende mf70 draadjes hier op het forum heb ik allemaal gelezen maar nergens kom ik iets tegen over koeling. Zelfs cnc met deze machine gaat zonder koeling.
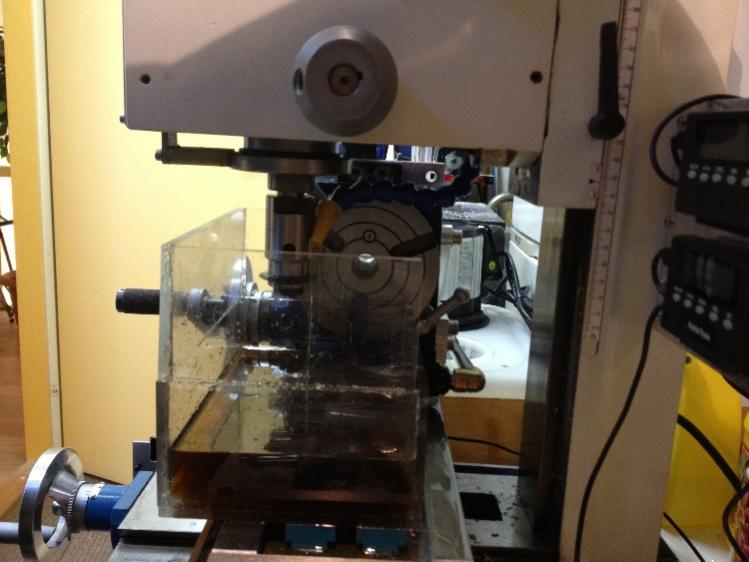
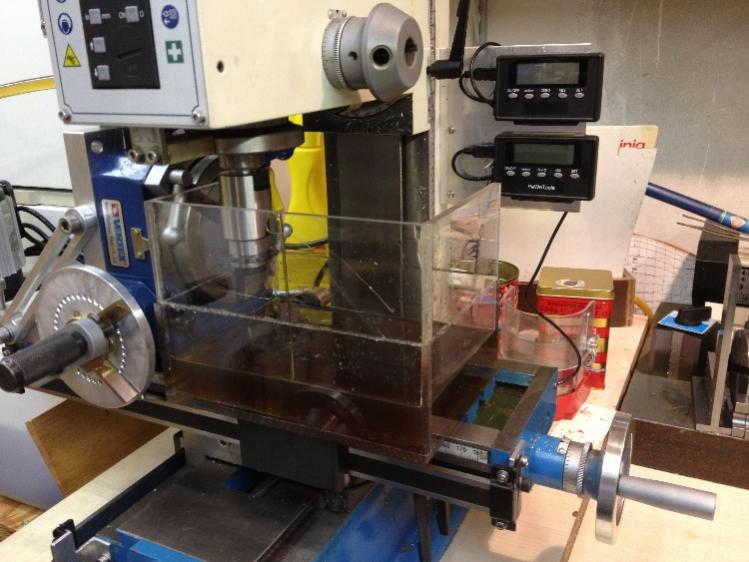
Inmiddels heb ik het idee gekregen om met een caravanpompje een straaltje koelvloeistof te laten lopen en de kruistafel in een plexiglas bakje te plaatsen om op die manier de vloeistof weer op te vangen en weer op te pompen.
Is dit al eens eerder gedaan en heeft koelen een merkbaar effect op de prestaties van de machine?
Doel van de aankoop is het verminderen van de vijl activiteiten. In het verleden heb ik van 75/75 aluminium al onderdelen gemaakt door te boren zagen en te vijlen en te tappen. Dit ging uiteraard goed maar duurde me veel te lang. Inmiddels ben ik bezig met het maken van 3d onderdelen van aluminium met de mf70.
Ondanks dat het na enig wennen en oefenen goed en nauwkeurig gaat vind ik het nog steeds erg langzaam gaan. Ook de hoeveelheid geluid is niet mis (in een aangebouwde berging).
De verschillende mf70 draadjes hier op het forum heb ik allemaal gelezen maar nergens kom ik iets tegen over koeling. Zelfs cnc met deze machine gaat zonder koeling.
Inmiddels heb ik het idee gekregen om met een caravanpompje een straaltje koelvloeistof te laten lopen en de kruistafel in een plexiglas bakje te plaatsen om op die manier de vloeistof weer op te vangen en weer op te pompen.
Is dit al eens eerder gedaan en heeft koelen een merkbaar effect op de prestaties van de machine?
")


 Toch maar eens overwegen om een "Wabeco" te kopen? ( 1400 watt)
Toch maar eens overwegen om een "Wabeco" te kopen? ( 1400 watt)
